| Etapa 1 (an 2017):
REZUMATUL ETAPEI
Aceasta etapă face parte din proiectul "Testări experimentale privind validarea conceptului de VAWT cu rotoare contra rotative" (acronim EXTWIG) depus pe Programul 2 - Creşterea competitivită?ii economiei româneşti prin cercetare, dezvoltare şi inovare, Proiect experimental demonstrativ (PED). Obiectivul principal al acestui proiect consta in validarea noului concept de turbina eoliana cu ax vertical prin realizarea de teste experimentale in cadrul tunelului aerodinamic. Astfel se poate confirma puterea predictionata cu ajutorul analizelor numerice realizate anterior. Obiectivul secundar consta in determinarea performantei conceptului pentru diferite configuratii la unghiuri de atac diferite. In aceasta etapa a fost proiectat si realizat modelul experimental ce urmeaza a fi testat in suflaria aerodinamica a INCDT COMOTI din sediul de la Magurele.
DESCRIEREA STIINTIFICA SI TEHNICA
Realizarea desenelor de execuţie
Date de intrare privind proiectarea modelului experimental al turbinei:
- Înălţimea palelor: 500 mm;
- Diametrul de asezare al palelor: 280 mm, respectiv 450 mm;
- Turaţia minimă propusă: aprox.300 rot/min;
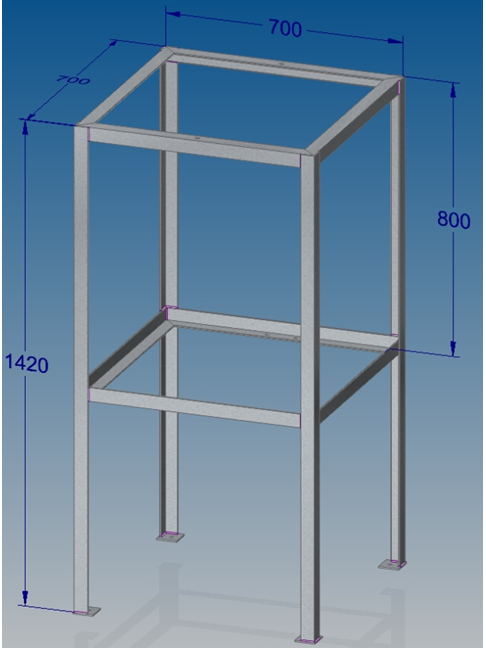
În privinţa înălţimii suportului s-au luat în considerare dimensiunile evacuării sufleriei din cadrul INCDT Comoti din Măgurele (fig.1).
Figura 1. - Sufleria Comoti din Magurele.
Procesul de proiectare este în general un proces iterativ format din mai multe etape ce trebuie să fie atinse si rezolvate în funcţie de tipul proiectului:
- - analiza de nevoi: o analiză în privinţa necesităţii dezvoltării unui nou produs sau utilizarea de produse deja proiectate.
- - definirea problemei: reprezintă datele de intrare de la care se pleaca cu proiectarea, necesităţile, caracteristicile fizice şi funcţionale, performanţe, etc.
- - analiza şi sinteza: reprezintă un proces iterativ prin care un produs/subsistem/subansamblu al unui sistem este concepută de un proiectant, supusă analizei, îmbunătăţită prin procedura de analiză si reproiectată până ce proiectul a fost optimizat privind cerinţele impuse de proiectant.
- - evaluarea: se face prin determinarea gradului de satisfacere a cerinţelor impuse în faza de definire a problemei. In această etapă pot fi necesare fabricarea şi testarea unui model prototip pentru a se obţine date privind performanţele, calitatea şi/sau alte criterii.
- - prezentarea: face referire la documentaţia necesară privind realizarea produsului (desene de execuţie, borderou, specificaţii de materiale, etc, aceasta fiind faza finală a proiectului.
Procesul de proiectare asistat de calculator nu diferă faţă de proiectarea propriu-zisă, ca etape, însă acestea sunt redefinite astfel:
- analiza nevoilor;
- stabilirea/definirea problemei;
- realizarea modelului;
- analiza;
- revizuirea proiectului şi reevaluarea acestuia;
- elaborarea documentaţiei de execuţie.
Ansamblul turbină eoliană axială a fost proiectat astfel încât:
- - vibraţiile să fie cat mai reduse datorită rigidităţii suportului metalic şi a posibilităţii de prindere a acestuia în podea cu ajutorul unor conexpanduri;
- - să se poată monta panouri de protecţie în lateralele ansamblului pentru a reduce pericolul în cazul unei defecţiuni privind palele;
- - posibilitatea interschimbării palelor cu oricare alt tip de pale cu dimensiunile respective.
Aceasta documentatie s-a realizat utilizand software-ul Solid Edge ST4.
S-au stabilit dimensiunile suportului metalic, tinand cont de dimensiunile palelor si de diametrul de asezare al acestora.
S-au analizat fortele/solicitarile pentru rulmenti si s-au ales urmatorii rulmenti (de catre alt compartiment):
| Denumire |
Solicitari |
Cod |
Nr. Buc. |
| Rulment cu role ac combinate cu rulment radial-axial cu bile |
radial-axial |
NKIA 5901 INA |
2 |
| Rulment radial-axial cu bile |
radial-axial |
7206 2RS BTVP FAG |
2 |
| RRulment oscilant cu bile incapsulat |
radial-axial |
2200 E-2RS1TN9 |
1 |
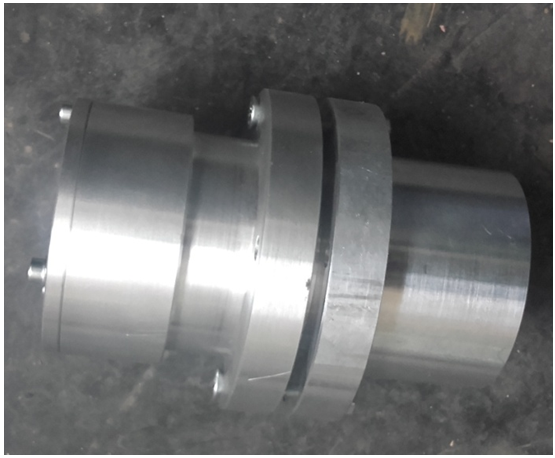
In urma acestei analize, s-a proiectat sistemul de lăgăruire cu locaşurile şi carcasele rulmenţilor.
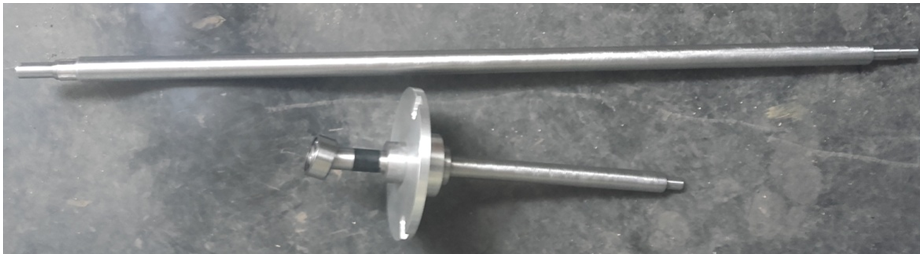
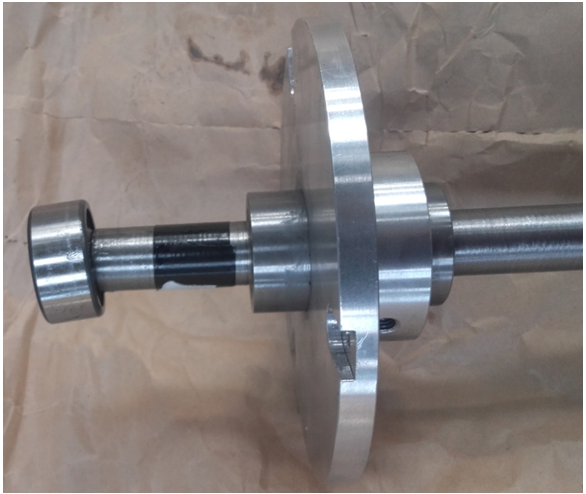
Totodată, în urma dimensiunilor palelor, s-au ales lungimile celor 3 arbori, 2 arbori interiori şi un arbore exterior.
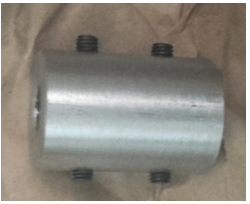
Din considerente de fabricaţie, arborele interior s-a decis să fie împarţit în două segmente datorită lungimii mari ( aprox. 1000 mm) comparativ cu diametrul redus ( Ø 12) şi conectarea acestora cu un cuplaj cu 6 începuturi şi surub vierme 19/5,3-26,5-5H7-6H7.
Figura 6. - Arborele interior superior.
Figura 7. - Cuplaj cu 6 începuturi şi surub vierme 19/5,3-26,5-5H7-6H7.
Braţele palelor au fost executate din fibră de carbon (HexPly M49/42%/200T2X2/ CHS03K pentru uşurarea ansamblului pală - bucşă - braţ pale - flansă prindere pe arbore.
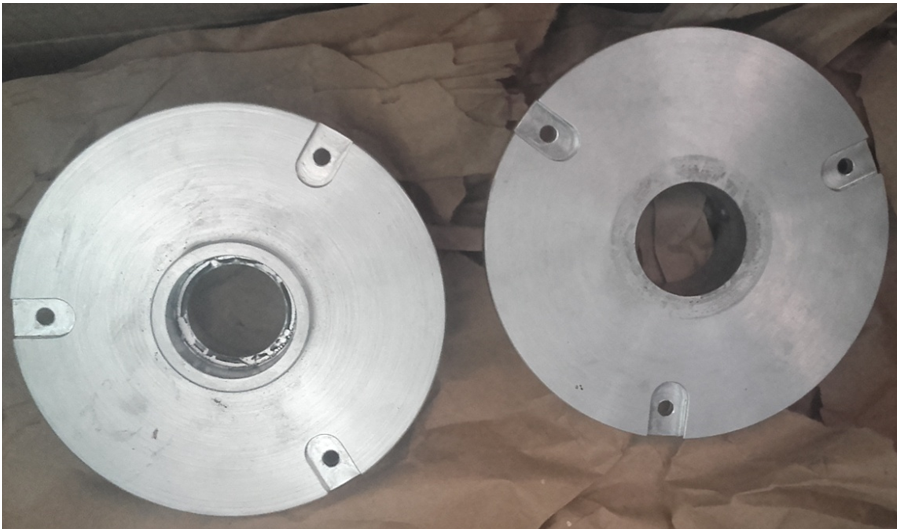
Datorită umerilor destinaţi montării rulmenţilor, n-a fost posibilă realizarea prinderilor braţelor pe arbori direct şi astfel au fost proiectate flanşe speciale ce fac legătura între arbori şi braţele palelor.
Pentru montarea arborilor pe suportul metalic, s-au proiectat 3 traverse:
a. una superioară pentru fixarea suportului rulment oscilant. Aceasta are prevazute alezaje ovalizate ce permit alinirea arborilor pe suportul de metal.
Figura 12. - Traversa superioara.
b.Două inferioare, ce au fixat suportul bază pentru rulment şi care permit arborilor (cel exterior şi cel interior) trecerea către generator, conectarea fiind realizată printr-o flansă de tip stea.
c.
Figura 13. - Cele doua traverse.
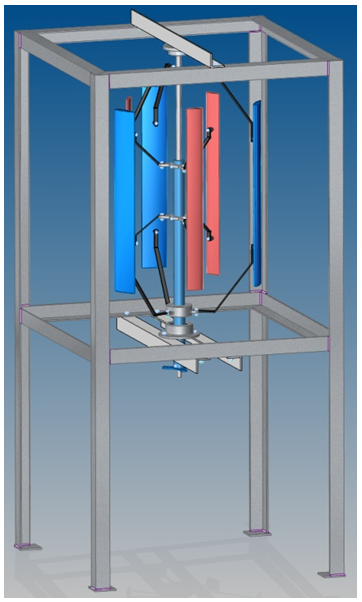
Palele turbinei eoliene, sunt plasate pe două rânduri (diametre de Ø 450 mm, respectiv Ø 280 mm) iar prinderile acestora sunt proiectate astfel încât să se învârtă independent.
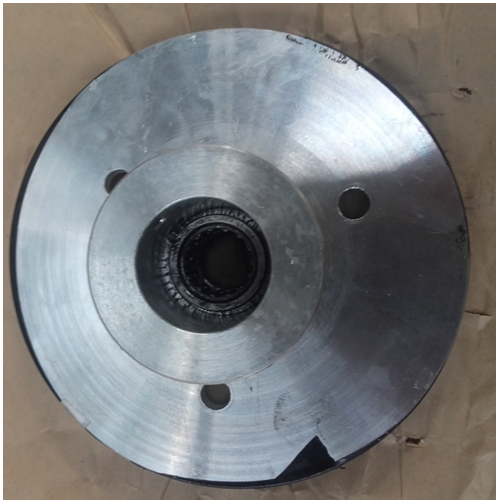
Palele exterioare sunt încastrate pe arborele interior printr-o flanşă la un capăt, iar celalalt capăt este montat pe arborele exterior cu ajutorul unui rulment, astfel încât să se învartă separat faţă de arborele exterior.
Figura 14. - Aşezarea palelor şi prinderea lor pe arbori.
Palele interioare sunt încastrate pe arborele exterior prin flanşele de legatură cu acesta.
Rulmenţii au fost prevazuţi cu inele de siguranţă, iar rulmentul 2200 E-2RS1TN9 este încapsulat astfel încât să nu apară scurgeri de ulei pe întreg ansamblul (fig. 2-6).
Cu ajutorul softului SolidEdge, s-a realizat ansamblul desenului 3D şi toate componentele acestuia împarţite în subansambluri.
Figura 15. - Desenul de ansamblu realizat 3D în Solid Edge.
Odată finalizat desenul 3D, s-a trecut la realizarea planşelor/desenelor de execuţie, ţinându-se cont de standardele specifice desenului tehnic.
Realizarea suportului modelului experimental de turbină eoliană
Figura 16. - Suportul metalic sudat.
Suportul metalic al turbinei eoliene s-a realizat integral din profile de tip 'L' cu dimensiunea de 40x40x4 mm, acestea fiind sudate cu suduri în colţ.
Alegerea materialelor pentru palele aerodinamice
Selecţia materialelor are un rol important în cadrul procesului de fabricaţie al unui produs, în special dacă este vorba despre un produs nou. Aceasta nu implică doar selecţia materialelor potrivite pentru aplicaţia respectivă ci şi selecţia design-ul structural al produsului, fiind necesar ca acesta să respecte cerinţe tehnice, legale şi de siguranţă. De asemenea, este important să fie realizate produse în mod eficient pentru a putea fi vândute la un preţ competitiv şi să poată să fie scoase din uz într-un mod satisfăcător.
Materialele compozite pot fi definite ca materiale formate din două sau mai multe componente diferite, cele mai uzuale sunt formate din două componente: un material de bază - matrice - componentă ce are rolul de a susţine armătura în formă şi de a transmite solicitările la aceasta, şi un material complementar - element de armare. Armătura reprezintă componenta principală de preluare a sarcinii, aceasta având rolul de a îmbunătăţii proprietăţile matricii (caracteristicile electrice, mecanice, termice etc.). Matricea şi armătura au de obicei proprietăţi opuse.
Producători de turbine eoliene sunt interesaţi de materiale compozite, materiale pe care mulţi cercetători din industria eoliană le consideră materialele viitorului. Principala preocupare a acestora este de a reduce consturile structurilor pentru ca materialele compozite să poată fi integrate în produse şi aplicaţii al căror cost nu este justificat în prezent.
Pentru a putea fi realizată o selecţie a materialelor utilizate pentru fabricarea acestor pale au o fost utilizate studii bibliografice cu privire la:
- - factorii care influenţează selecţia materialelor;
- - cerinţele impuse design-ului palelor;
- - cerinţele impuse materialelor pentru fabricarea palelor, materialele compozite utilizate pentru fabricarea palelor de turbină eoliană (matrici şi elemente ranforsante);
- - tehnologii de fabricaţie a palelor de turbină eolienă din materiale compozite;
- - mecanismele de cedare în materialele compozite şi în palele de turbină;
- - ciclul de viaţă al materialelor compozite.
Materialele compozite polimerice sunt cea mai bună soluţie pentru a diminua masa structurii, în acelaşi timp asigurând rezistenţă şi rigiditate. în Figura26 poate fi observat un grafic ce poate fi utilizat pentru selectarea materialelor pentru fabricarea structurilor uşoare şi rigide. în această figură liniile punctate definesc raportul E/?, unde:
- - E/p = C raport utilizat în cazul proiectării legăturilor rigide cu deformaţie minimă la solicitări centrifugale şi masă redusă, etc;
- - E1/2/p = C raport utilizat în cazul proiectării grinzilor rigide, arbori, coloane cu masă redusă;
- - E1/3/p = C raport utilizat în cazul proiectării plăcilor rigide cu masă redusă.
Figura 17. - Graficul lui Ashby pentru selecţia materialelor utilizate pentru fabricarea structurilor uşoare şi rigide
Elementele ranforsante utilizate pentru fabricarea palelor de turbină eoliană sunt sub formă de fibre lungi. Principalele tipuri de fibre utilizate sunt:
- - fibre de sticlă - prezintă rezistenţă bună la rupere, rigiditate redusă, cost redus;
- - fibre de carbon - prezintă rezistenţă la rupere şi rigiditate ridicată, cost ridicat;
- - fibre aramidice - sunt higroscopice, prezintă rezistenţă redusă la compresiune, se cunosc puţine date cu privire la comportamentul la oboseală;
- - fibre de bazalt;
- - fibre naturale.
Figura 18. Curbe tensiune - deformaţie pentru principalii precursori ai materialelor compozite
Tabelul 1. - Proprietăţi ale elementelor ranforsante sub formă de fibre şi proprietăţile materialelor compozite ce integrează acest tip de fibre [2].
| Fibre |
Compozitie |
| Tip |
Rigiditate (GPa) |
Rezistenţa la rupere la tracţiune (MPa) |
Densitate (g/cm3) |
Fracţie vol. a elem. ranf. |
Orientare |
Rigiditate (GPa) |
Rezistenţă la rupere la tracţiune (MPa) |
Densitate (g/cm3) |
Valoare E1/2/p |
| Fibre de sticlă tip E |
72 |
3500 |
2,54 |
0,5 |
0° |
38 |
1800 |
1,87 |
3,3 |
| 0,3 |
Aleatorie |
9,3 |
420 |
1,60 |
1,9 |
| Fibre de carbon |
350 |
4000 |
1,77 |
0,5 |
0° |
176 |
2050 |
1,49 |
8,9 |
| 0,3 |
Aleatorie |
37 |
470 |
1,37 |
4,4 |
| Fibre aramidice |
120 |
3600 |
1,45 |
0,5 |
0° |
61 |
1850 |
1,33 |
5,9 |
| 0,3 |
Aleatorie |
14,1 |
430 |
1,27 |
2,9 |
| Fibre de polietilena |
117 |
2600 |
0,97 |
0,5 |
0° |
61 |
1350 |
1,09 |
7,1 |
| 0,3 |
Aleatorie |
13,8 |
330 |
1.13 |
3,3 |
| Fibre celulozice |
80 |
1000 |
1,50 |
0,5 |
0° |
41 |
550 |
1,35 |
4,7 |
| 0,3 |
Aleatorie |
10,1 |
170 |
1,29 |
2,5 |
Configuraţiile structurale de materiale uzuale utilizate în structura palelor de turbină eoliană pot fi grupate în două categorii:
- laminate monolitice - constau în diferite pliuri/straturi de ţesături unidirecţionale sau multidirecţionale;
- compozite tip sandwich - constau într-un miez (structură fagure sau spumă) aflat între două învelişuri din laminate monolitice.
Figura 19. - Configuraţii structurale uzuale, întâlnite în palele de turbină eoliană: a) schema unui laminat monolitic; b) schema unui compozit tip sandwich
Tehnologii uzuale de realizare a palelor de turbină eoliană din materiale compozite polimerice ranforsate cu fibre
Palele de turbină eoliană pot fi realizate din materiale compozite polimerice ranforsate cu fibre prin patru tehnologii:
- metoda lay-up la temperatura camerei;
- procesul de infuzie a răşinii;
- tehnologia filament winding;
- tehnologia prepreg-ului (autoclavei).
Tehnologia autoclavei este o tehnologie clasică de obţinere a materialelor compozite polimerice. Polimerizarea compozitelor termorigide implică atât procese mecanice cât şi chimice, astfel în timpul procesului de polimerizare este aplicată presiunea pentru îndepărtarea aerului din structură şi a substanţelor volatile, consolidând structura. Din punct de vedere chimic, reacţia de polimerizare este iniţiată de temperatură (în cazul tehnologiei autoclavei), putând fi activată şi de expunerea la radiaţii UV, microunde sau fascicul de electroni. Autoclava este o incintă închisă ermetic, în interiorul căreia se introduc precursorii materialelor compozite (ex. prepreg-urile) pentru polimerizare, proces realizat prin aplicarea simultană a presiunii, temperaturii şi vidului, parametrii controlaţi automat pe toată durata procesului. înainte de introducerea în autoclava, pe o matrita se aşează materialul (prepreg-ul), aceasta fiind apoi introdusă într-un sac de vid şi vidată.
în timpul procesului de polimerizare, presiunea şi temperatura sunt aplicate componentei prin atmosfera din autoclavă, sacul de vid fiind utilizat pentru aplicarea suplimentară a presiunii şi protejarea laminatului de gazele din autoclavă. Parametrii ciclului de polimerizare sunt stabiliţi în funcţie de proprietăţile materialului şi dimensiunea acestuia (în special grosimea acestuia). Ciclul de polimerizare se realizează în general în două stadii: în primul stadiu presiunea şi vidul sunt aplicate în timp ce temperatura este crescută cu o viteză constantă până la un nivel intermediar şi menţinută o scurtă perioadă de timp. Temperatura reduce vâscozitatea răşinii permiţându-i circularea, astfel bulele de aer şi substanţele volatile putând fi mai uşor de eliminat, în acelaşi timp, răşina începe să "ude" fibrele. în stadiul al doilea, are loc o creştere de temperatură, viteza de încălzire este stabilită astfel încât să permită stabilizarea vâscozităţii la un anumit nivel care să ducă la consolidarea materialului, evitându-se scurgerea excesivă a răşinii. Temperatura este crescută până la valoarea finală la care polimerizează materialul şi menţinută suficient timp până la finalizarea completă a reacţiei.
Tehnologia autoclavei poate garanta o distribuţie aproape uniformă a presiunii, nu poate garanta o distribuţie uniformă a temperaturii pe suprafaţa matriţei. Distribuţia uniformă a temperaturii nu depinde doar de construcţia autoclavei, ci şi de forma componentei ce se doreşte a fi realizată, de grosimea peretelui structurii şi grosimea matriţei, de numărul de piese introduse în autoclavă, de proprietăţile termice ale componentei şi ale matriţei şi de proprietăţile reactive ale sistemului polimeric (răşina şi catalizator/întăritor). Evaluând aceste considerente producătorii de materiale compozite recomandă pentru fiecare tip de prepreg realizat un proces de polimerizare optim pentru obţinerea performanţelor superioare.
Avantajele tehnologiei autoclavei:
- posibilitatea obţinerii de repere din materiale compozite cu forme complexe, dimensiuni şi grosimi controlate ale laminatelor/structurilor, utilizând matriţe /calapoade;
- controlul optim al fluxului de răşină, diminuarea şi chiar eliminarea defectelor care pot apărea în structura compozitului după procesare (ex. zone fără răşină, zone fără ranforsare, defecte create de golurile de aer, etc.), acestea fiind eliminate prin aplicarea vidului (extragerea aerului dintre pliuri) şi a presiunii (compactarea structurii);
- pot fi realizate diverse configuraţii structurale, arhitecturi, prin diferite orientări ale fibrelor/ţesăturilor permiţând astfel un bun control al performanţelor mecanice.
Dezavantajele tehnologiei autoclavei:
- implică un consum de energie mare;
- costul ridicat al echipamentului;
- costul ridicat de achiziţie a materialelor (prepreg, materiale auxiliare);
- utilizarea prepreg-urilor presupune stocarea acestora în condiţii speciale (în camere frigorifice la temperatura de -18°C).
Figura 21. - Realizarea unei pale de turbină eoliană prin tehnologia autoclavei
Pentru creşterea calităţii structurii şi eliminarea defectelor datorate personalului care participă la realizarea produsului (manoperă), se încearcă atomatizarea procesului de fabricaţie a palelor de turbină eoliană.
Pornind de la studiul bibliografic realizat, a fost selectat ca material pentru realizarea palelor de turbină eoliană un precursor al materialelor compozite polimerice tip prepreg, şi anume prepreg-ul Hexply M49/42%/200T2X2/CHS-3K produs de Hexcel. Acest prepreg constă într-o ţesătură din fibră de carbon cu rezistenţă ridicată şi 3000 de fibre într-un mănunchi (CHS - "carbon high strength 3K"), arhitectură bidirecţională de (twill 2x2), ţesătura este preimpregnată cu răşină epoxidică (42% conţinut de răşină). Acest prepreg poate fi polimerizat la temperaturi cuprinse în intervalul 85-140°C.
Tabelul 2. - Proprietăţile matricii epoxidice
| Nr.crt. |
Proprietate |
Valoare |
| 1 |
Densitate (g/cm3) |
1,18 |
| 2 |
Culoare |
Transparentă |
| 3 |
Vâscozitate minimă (Poise) |
50 |
| 4 |
Entalpie (J/g) |
290 |
| 5 |
Tg ulterior polimerizării timp de 120C timp de 60 min. |
115 |
| 6 |
Tg material nepolimerizat |
90 |
Tabelul 3. - Proprietăţile fizice ale prepreg-ului polimerizat
| Nr. crt. |
Proprietate |
M49/42%/200T2x2/CHS-3K |
| 1 |
Tip fibre |
Carbon HS |
| 2 |
Nr. fibre în mănunchi |
3K |
| 3 |
Arhitectură |
Twill 2x2 |
| 4 |
Masă (g/m2) |
220 |
| 5 |
Grosime pliu polimerizat (mm) |
0,235 |
| 6 |
Volum nominal de fibre (%) |
47,8 |
| 7 |
Densitate nominală laminat (g/cm3) |
1,47 |
Tabelul 4. - Proprietăţi mecanice ale prepreg-ului polimerizat la temperatura de 120şC timp de 60 min, presiune 7 bari, depresiune -0,9 bari
| Nr. crt. |
Proprietate |
Metodă de testare |
Valoare |
| 1 |
Rezistenţă la tracţiune (MPa) |
EN 2561 |
1050 |
| 2 |
Modul de elasticitate la tracţiune (GPa) |
EN 2561 |
68 |
| 3 |
Rezistenţă la compresiune (MPa) |
EN 2850 B |
730 |
| 4 |
Rezistenţă la încovoiere (MPa) |
EN 2562 |
1000 |
| 5 |
Rezistenţă la forfecare interlaminară (MPa) |
EN 2563 |
60 |
în ceea ce priveşte design-ul palelor de turbină, acestea au un design simplu, fără lonjeroane pentru rigidizare. Design-ul final al palelor a fost stabilit în urma experimentelor realizate în laborator, astfel configuraţia finală de material a palelor (atât cele mari cât şi cele mici) presupune două pliuri de prepreg, ce integrează două bucşe metalice şi patru pliuri de prepreg în zona bucşelor (elemente de rigidizare). îmbinarea pliurilor se realizează prin suprapunerea acestora, nefiind utilizat un adeziv (în acest caz adezivul este chiar matricea compozitului, suplimentar existenţa fibrelor lungi pe distanţe mari duce la rigidizarea structurii şi la creşterea rezistenţei).
Metoda de fabricaţie selectată pentru realizarea palelor de turbină eoliană a fost metoda polimerizării în etuva asistată de vid, utilizând o matriţă metalică exterioară.
Fabricarea palelor turbinei eoliene
Pentru polimerizarea în etuva asistată de vid se realizează un ansamblu vidat ca în cazul tehnologiei autoclavei. Diferenţa dintre cele două procese este faptul că în etuvă acţionează doar temperatura şi vidul, în timp ce în autoclavă acţionează temperatura, vidul şi presiunea. Prin polimerizarea în etuva asistată de vid se pot obţine rezultate similare celor obţinute în cazul tehnologiei autoclavei, dar datorită dimensiunilor reduse ale echipamentului, pompei de vid şi faptului că nu este cuplată la un compresor, etuva consumă mai puţină energie în comparaţie cu autoclava. Astfel se pot obţine structuri din materiale compozite utilizând prepreg-uri, dar cu costuri de producţie mai reduse.
Figura 22. - Schema detaliată a unui ansamblu însăcuit şi vidat (caz în care sunt realizate laminate/structuri plate)
Pentru realizarea palelor din materiale compozite polimerice termorigide au fost utilizate două matriţe metalice (fiecare matriţă fiind formată din două semimatriţe - Error! Reference source not found.), una pentru pala cu dimensiunile l=500 mm, c=70 mm (pala mare) şi una pentru pala cu dimensiunile l=500 mm, c=45 mm (pala mică). Protocolul tehnologic de realizare a palelor de turbină este acelaşi pentru ambele tipuri de pale (fiind diferită doar dimensiunea pliurilor).
în continuare sunt prezentate etapele realizării unei pale de turbină. Pentru început, matriţa a fost degresată cu acetonă ulterior fiind aplicat un strat de demulant pentru a putea fi desprinsă structura polimerizată de pe suprafaţa matriţei.
Dintr-un sul de prepreg au fost tăiate două pliuri cu dimensiunile 520x100 mm (dimensiuni optime), aceste dimensiuni au fost obţinute în urma unor teste preliminare, astfel la lungimea de 500 mm a palei au fost adăungaţi 20 mm pentru realizarea unui suport pentru prinderea şi lipirea capacelor palei. Pentru realizarea unei pale dintr-un pliu continuu sunt necesari 94 mm, 6 mm fiind adăugaţi pentru realizarea unei suprapuneri a pliurilor în zona de îmbinare a acestora. Pe folia de protecţie a unui pliu au fost realizate o serie de marcaje pentru realizarea găurilor de inserţie a bucşelor (găuri cu diametrul de 10 mm). Zona de inserţie a bucşelor a fost rigidizată cu câte 4 pliuri de prepreg (dimensiuni 70x25 mm), 2 pliuri cu găuri (cu diametrul de 8 mm) pentru inserarea bucşelor şi 2 pliuri fără găuri aşezate peste bucşe. Găurile din pliurile de prepreg au fost realizate cu preducele de 10, respectiv 8 mm.
Figura 23. - Pliurile de prepreg anterior şi ulterior marcării şi tăierii găurilor pentru inserţia bucşelor
Figura 24. - Bucşele şi pliurile de prepreg utilizate pentru rigidizarea zone de inserţie a bucşelor
Au fost desprinse foliile de protecţie ale celor două pliuri de prepreg pentru rigidizare şi al unui pliu utilizat pentru suprafaţa palei. Cele două pliuri de rigidizare au fost puse unul peste celălalt şi apoi a fost introdusă bucşa, acest ansamblu fiind ulterior aşezat peste pliul de prepeg cu perforaţie de 10 mm. Peste zona de inserţie a bucşelor au fost aşezate alte două pliuri de rigidizare şi ulterior ultimul pliu ce reprezintă suprafaţa interioară a palei.
Ansamblul de pliuri de prepreg şi bucşe metalice a fost aşezat pe suprafaţa matriţei. Pliurile de prepreg au fost tăiate la capetele matriţei pe o suprafaţă de 10x100 mm (9 tăieturi la o distanţă de 10 mm una faţă de cealaltă) pentru a putea mula pliurile pe suprafaţa matriţei şi pentru crearea unei zone de legătură între pala de turbină şi capacele de la extremităţi (zona de lipire a capacelor). Ulterior a fost realizat un sac intern sigilat cu mastic termorezistent, acest sac fiind învelit în două straturi de release film pentru a facilita desprinderea materialelor auxiliare din interiorul palei. Folia de protecţie a pliului interior a fost îndepărtată, a fost aşezat sacul de vid şi release film-ul şi au fost îmbinate pliurile de prepreg.
Matriţa a fost închisă şi strânsă cu şuruburi, ulterior fiind înfăşurată în pătură de vid pentru a nu sparge sacul de vid extern. A fost adăugat un conector pentru vid, a fost realizat sacul de vid extern ce a fost conectat la sacul de vid intern şi tot ansamblul a fost sigilat cu mastic.
Sacul de vid a fost introdus în etuvă, a fost conectat la pompa de vid a etuvei şi a început ciclul de polimerizare (încălzire până la temperatura de 120°C, menţinere timp de 90 min şi răcire în aer).
Figura 25. - Aşezarea pliurilor pe matriţă şi rigidizarea zonei bucşelor
Figura 26. - Realizarea sacului de vid intern şi îmbinarea pliurilor de prepreg
Figura 27. - închiderea matriţei şi realizarea sacului de vid extern
Figura 28. - Pala de turbină ulterior polimerizării şi desprinderii de pe matriţă
Utilizând acelaşi tip de material şi acelaşi ciclu de polimerizare au fost realizate capacele palelor de turbină. Capacele au fost ataşate la extremităţile palelor utilizând un adeziv bicomponent (Araldite AW 106 şi întăritor Hardener HV 953 U - proporţii de 1:1).
Figura 29. - a) Capacele palelor de turbină; b) Ataşarea capacelor; c) Palele de turbină cu capace
Figura 30. - Palele de turbină ulterior vopsirii
Braţele de prindere ale palelor de turbină pe ax au fost realizate din material compozit (prepreg Hexply M49/42%/200T2X2/CHS-3K, 2015). Pentru realizarea acestora au fost utilizate două matriţe metalice şi câte 8 pliuri de prepreg (dimensiune desfăşurată a unui braţ de prindere pentru pala mare 237x10x3 mm, respectiv pentru pala mică 184x10x1 mm), realizarea laminatelor din care au fost debitate braţele de prindere este prezentată în Figura.
Figura 31. - Realizarea unui laminat compozit din care au fost debitate braţele pentru prinderea palelor de turbină de ax
Definirea sistemului de lăgăruire
Rulmenţii destinat turbinei eoliene cu ax vertical au rolul de a transmite sarcinile şi mişcările prin elementele de rulare aflate între inelele sau plăcile rulmenţilor. La alegerea rulmenţilor destinaţi acestei aplicaţii ce implică doi arbori contrarotativi au fost luate în calcul următoarele considerente:
- Temperatura de operare;
- Sarcina;
- Viteza de lucru;
- Oscilaţiile;
- Vibraţiile;
- Sarcinile şoc;
- Influenţe ale mediului.
La alegerea rulmenţilor standardizaţi s-a recurs la folosirea a două căi adoptate de ISA şi preluate de STAS, şi anume:
- Calculul de durabilitate, bazat pe capacitatea de încărcare statică, pentru n>10 rot/min;
- Calculul la deformaţii plastice, bazat pe capacitatea de încărcare statică, pentru n<10 rot/min.
Calculul la durabilitate porneşte de la definiţia durabilităţii unui rulment. Prin durabilitate se înţelege durata de funcţionare exprimată în milioane de rotaţii la care un rulment rezită până la apariţia ciupiturilor.
Sarcina dinamică de bază a unui rulment, C_r reprezintă sarcina admisibilă pentru care rulmentul are o durabilitate de un milion de rotaţii şi este calculată în conformitate cu ISO 281. Luând în calcul sarcina dinamică de bază a rulmentului, se calculează timpul de funcţionare până la obosirea materialului (apariţia exfolierii), determinându-se astfel durabilitatea.
Sarcina statică de bază este definită, potrivit standardului ISO 76, drept sarcina care acţionează asupra rulmentului staţionar, ce corespunde unei presiuni de contact calculate în centrul petei de contact dintre cel mai înalt corp de rostogolire şi calea de rulare, în valoare de:
- 4600 MPa, pentru rulmenţii radiali-oscilanţi cu bile;
- 4200 MPa, pentru ceilalţi rulmenţi cu bile;
- 4000 MPa, pentru rulmenţii cu role.
Această sarcină statică va produce o deformare permanentă a căilor de rulare şi a corpurilor de rostogolire, de aproximativ 0.0001 din diametrul corpului de rostogolire, sarcina fiind pur radială pentru rulmenţii radiali şi pur axială pentru rulmenţii axiali.
Durabilitatea rulmenţilor destinaţi turbinelor eoliene este numărul de rotaţii sau de ore pe care le poate efectua, înainte de apariţia primelor semne de oboseală a materialului pe căile de rulare ale inelelor sau pe corpurile de rostogolire. Pentru a ţine cont la alegerea rulmentului de oboseala materialului, pe suprafeţele active ale rulmentului trebuie respectate următoarele condiţii:
- Forţele şi turaţiile care stau la baza calcului rulmentului trebuie să corespundă condiţiilor reale de funcţionare;
- Să asigure o ungere corespunzătoare pe întreaga perioadă de funcţionare;
- Dacă încărcarea rulmentului este mică, ieşirea din uz nu se va mai datora materialului, ci uzurii.
Durabilitatea nominală pentru un rulment este durabilitatea asocită a unei fiabilităţi de 90%. Durabilitatea medie a unui rulment este de aproximativ 9 ori mai mare decât cea nominală.
Pentru prototipul turbinei VAWT cu rotoare contrarotative au fost aleşi următorii rulmenţi: rulmentul 1: radial-axial; rulmentul 2: radial (oscilant) - pentru aliniere; rulmentul 3: radial-axial; rulmentul 4: radial cu role; rulmentul 5: radial-axial
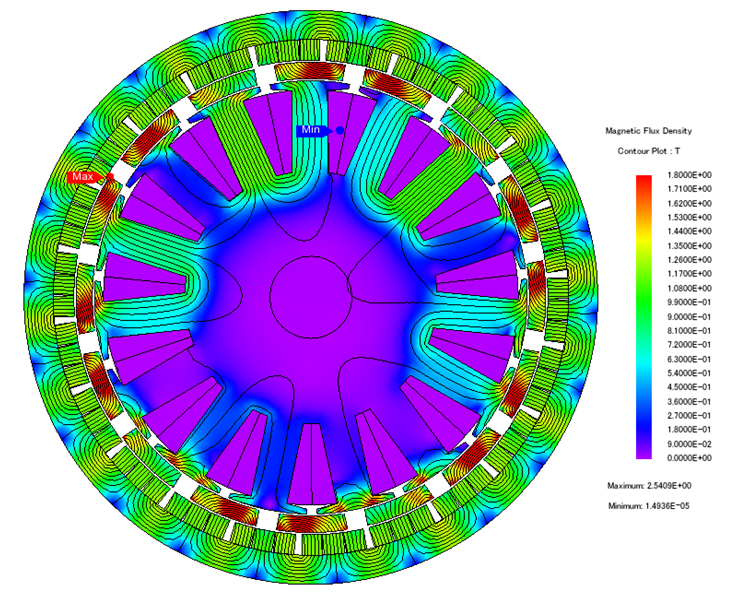
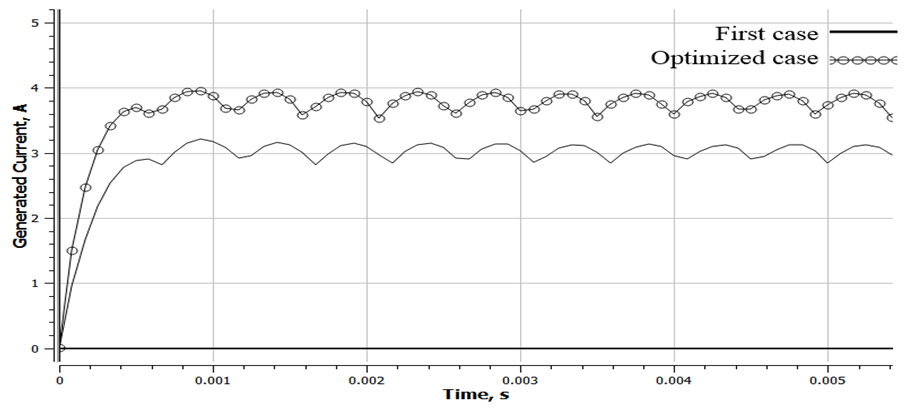
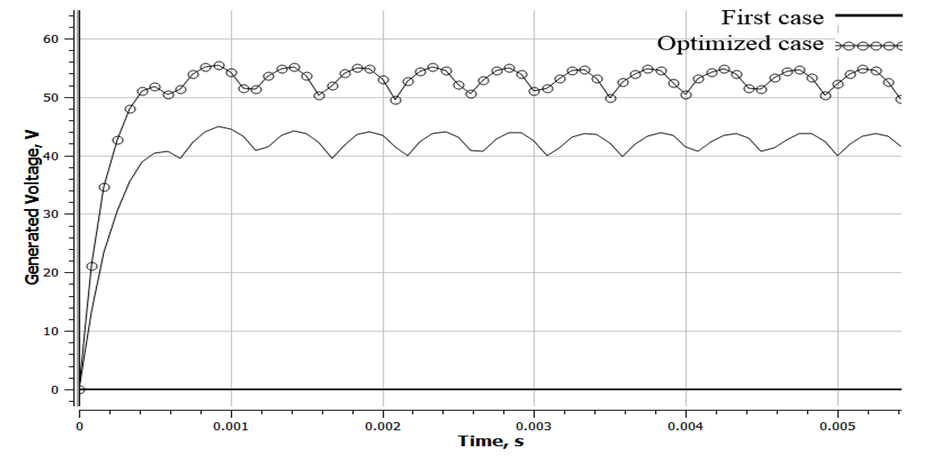
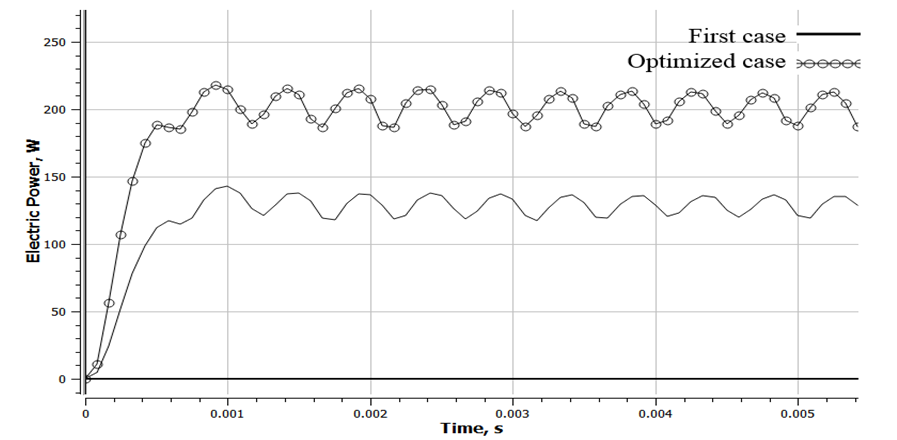
Optimizarea, fabricarea si testarea generatorului electric cu magneti permanenti
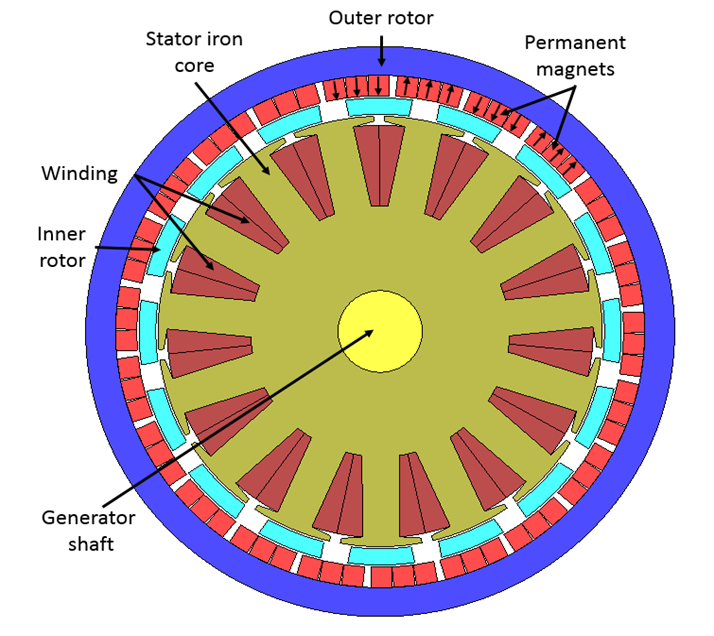
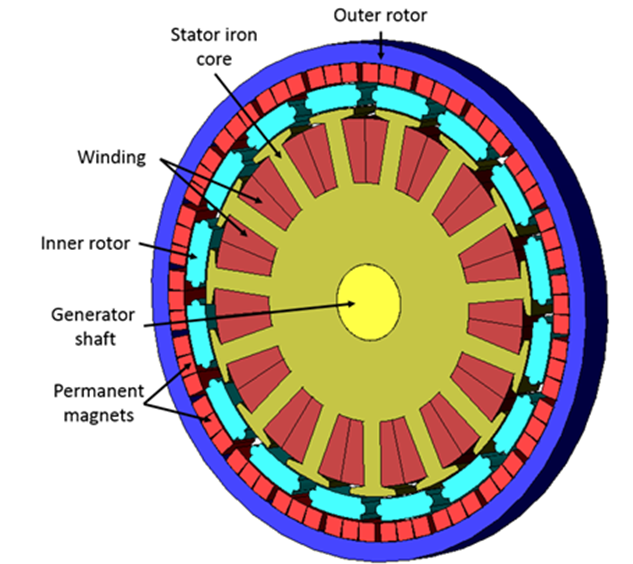
Dezvoltarea de turbine eoliene performante energetic necesită şi studiul unor generatoare electrice adaptate tipologiei turbinei. Astfel, dacă turbina este prevăzută cu două seturi de pale contra-rotative este necesară dezvoltarea unei maşini electrice cu o construcţie specială. Aceasta are două posibilităţi de construcţie: ori cu două armături, ambele mobile, ori cu trei armături din care una fixă şi două mobile. Pentru acest proiect de cercetare s-a ales prima variantă, ceea ce presupune utilizarea unei armături cu magneţi permanenţi şi a uneia cu înfăşurări, de la care energia trebuie recuperată prin intermediul unui sistem cu inele şi perii.
Proiectarea maşinii a fost făcută neavând practic restricţii dimensionale, cu excepţia diametrului axului care are diametrul de minim 12 mm. Astfel, s-a trecut la stabilirea unui număr de poli şi crestături ţinând cont că turaţia nominală relativă a generatorului este de 1500 rpm. Pentru a reduce cuplul de dantură, a fost ales un număr de 14 poli rotorici (7 perechi de poli) şi 15 crestături statorice, maşina având o distribuţie concentrată a înfăşurărilor.
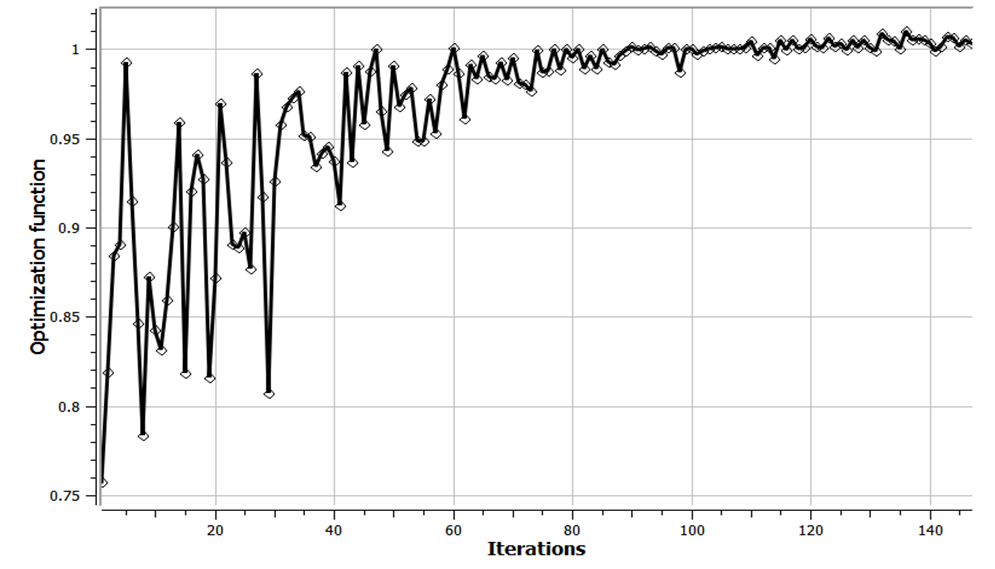
Pentru a folosi cât mai puţine materiale active s-a demarat o procedură de optimizare, pentru care a fost nevoie de stabilirea unor limite de variaţie a unor parametri constructivi şi de funcţionare ai maşinii (Tabel 5).
Tabel 5 Variabile utilizate în procesul de optimizare şi limitele lor de variaţie.
|